Automatisch »hot and spicy«
Prozessautomatisierung
Bereits 2017 hatte sich der zur Paulig-Gruppe gehörende Snackfood-Hersteller Poco Loco entschlossen, seine Produktionslinien und Prozesse auf den Prüfstand zu stellen und zu optimieren. Im Mittelpunkt des Konzepts standen die Effizienz, aber auch die Sicherheit der Linien. Seit dem Retrofit sorgt eine konfigurierbare Kleinsteuerung von Pilz für eine gleichbleibend gute und auch sichere Produktion der Knabberprodukte.

Die konfigurierbare, sichere Kleinsteuerung wacht als zentrale Sicherheitsinstanz über die Produktionslinie für Tortilla-Chips. Bilder: Pilz
Das Unternehmen bietet seinen weltweiten Kunden vom Chip bis zum Dip ein sehr breites Portfolio an. Damit gehört der Snackfood-Hersteller hier zu den Marktführern im Bereich Tex-Mex-Produkte. Für den Herstellungsprozess von Tortilla-Chips werden am Anfang die Zutaten für den Maisteig bereitgestellt und dosiert. Die Maisteigmischung wird dann durch eine Strangpresse gedrückt, um eine gute Textur zu erhalten. Danach gelangt die Mischung zur Ausrollmaschine mit zwei riesigen Walzen, die sich mit geringem Abstand zueinander drehen und so den Teig auf die gewünschte Dicke ausrollen und gleichzeitig die Chips ausschneiden. Hierauf folgt ein Trocknungsprozess, bevor die Chips im heißen Öl einer Fritteuse ausgebacken werden. Nach einer Zwischenkontrolle werden die jeweils gewünschten Gewürze zugegeben, danach geht’s ab in die Tüte.
Insgesamt ist dies ein umfassender Produktionsablauf mit präzise definierten Prozessschritten, die die verkettete Anlage aufeinander abgestimmt auch präzise abarbeiten muss. »Genau dies, also dass die Anlage dezentral gesteuert wurde, hat in der Vergangenheit zu Schwierigkeiten geführt«, berichtet Jeroom Verstraete, SPS-Programmierer bei Poco Loco. »Weil die verkettete Produktionslinie von verschiedenen Maschinenbauern installiert wurde und auch die Steuerung der Anlage eine Kombination verschiedener SPSen und Not-Halt-Relais war.«
Besser im Verbund steuern
Die Maschinen als separate Einheiten zu konzipieren, ist nicht nur auf Steuerungsebene umständliches Handling. »Lästige Nebeneffekte«, wie Poco Loco diese nannte, waren die Folge. So hatte beispielsweise jede Teilanlage einen eigenen Notabschaltstromkreis, was dazu führte, dass die Not-Halte teilweise getrennt voneinander Sicherheitszonen abschalteten. Eine typische Schwierigkeit beim Verketten mehrerer Maschinen, weiß Francky Maveau, Leiter der Abteilung Elektro bei Poco Loco. Auch einen weiteren großen Nachteil beschreibt er: »In der technischen Abteilung wurden im Falle einer Fehlersuche alle Hände gebraucht. Wenn bei einer Sicherheits-steuerung alle Not-Halte in Reihe geschaltet sind, ist es bei Ausfällen oft schwierig, das Problem genau zu lokalisieren. Oft mussten wir eine Menge Anschlusskästen sowie Notstecker öffnen und buchstäblich jedes einzelne Kabel überprüfen. Dies führte häufig zu langen Stillstandszeiten.«
Damit war für den Snackhersteller klar: Nicht nur eine sicherere Produktionslinie, sondern auch ein effizienterer Betrieb sollte das Ziel sein. Jeroom Verstraete erläutert, welche Aspekte ganz oben auf der Liste standen: »Wir wollten die dezentrale Steuerung durch eine zentrale SPS mit dezentraler E/A für die einzelnen Maschinen umwandeln. Die Not-Halte sollten in ein übergeordnetes System integriert werden. Auch eine Visualisierung der Anlage, um einen sofortigen klaren Überblick über die Produktionslinie zu erhalten, sollte umgesetzt werden.«
Produktion stets sicher im Blick
Die Visualisierung der gesamten Anlage ist heute so geregelt, das Probleme frühzeitig erkannt werden und keine größeren Auswirkungen auf den Gesamtprozess haben können. Wenn ein Problem auftritt, wird den Technikern auf ihrem Bediengerät sofort angezeigt, an welcher Stelle der verketteten Anlage welche Sicherheitsfunktion – welcher Not-Halt oder welche Tür – betroffen ist. Dies beschleunigt die Fehlersuche deutlich. Technisch löst dies die Kleinsteuerung »PNOZmulti 2« von Pilz, indem über die Software jede Sicherheits-komponente eine eindeutige DIAG-Adresse (Dynamic Information and Action Gateway) zugewiesen bekommt. So können Informationen mittels virtueller Bits über ein Feldbussystem an die übergeordnete Steuerung übermittelt werden, damit sie von dieser für die Diagnose aufbereitet werden kann.
Zusätzlich werden über das Display der Klein-steuerung die Statusmeldungen angezeigt. Bis zu 20 verschiedene Meldungen kann diese unabhängig von der übergeordneten Anlagensteuerung direkt übermitteln. Damit können die Techniker die Diagnose sofort durchführen, ohne dass zwingend ein Laptop für eine weiter-gehende Diagnose angeschlossen werden muss. Ein weiterer Vorteil für die Sicherheit ist, dass nach Fertigstellung und Validierung das Sicherheits-programm mit einer CRC-Summe versehen wird und diese dokumentiert. Jede zwischenzeitlich erfolgte Änderung lässt sich so schnell erkennen. Das erhöht die Sicherheit vor Manipulationen und im Haftungsfall ist die Nachverfolgbarkeit gegeben.
Besser bewegt, besser produziert
Auch das Bewegungsmanagement für die Anlage wurde durch den Einsatz der Kleinsteuerung mit Blick auf die Sicherheit und Diagnose optimiert:

Die Lösung von Pilz machte die Produktionslinie nicht nur sicherer, sondern auch effizienter. So wurde der Zeitaufwand sowohl für das Engineering als auch für die Fehlersuche stark reduziert.
Die Produktionslinie wurde auf Antriebe mit Frequenzumrichtern umgestellt, die mit der STO-Funktion (Safe Torque Off = sicher abgeschaltetes Moment) ausgestattet sind. Wenn in der Vergangenheit ein Sicherheitsbereich sicher abgeschaltet wurde, geschah dies in der Regel, indem der Strom zu den Antrieben mithilfe von Leistungsschützen abgeschaltet wurde. Eine nachträgliche Fehler-Diagnose war so nicht möglich. Wird nun ein Not-Halt ausgelöst, dann sorgt die Kopplung über die »PNOZmulti 2«-Steuerung dafür, dass der Antrieb über die STO-Funktion kontrolliert gestoppt wird.
In Zonen denken
An der verketteten Produktionsanlage für Tortilla-Chips sind über die fünfzehn Not-Halte hinaus zahlreiche Sicherheitsschalter verbaut. Die Produktionslinie selbst ist in Zonen unterteilt, damit ein Abschalten in einer Zone keine Auswirkungen auf eine andere haben kann. Heute lassen sich die Not-Halte einfach – und bei Bedarf immer wieder – anhand einer Sicherheitsmatrix über das zur Kleinsteuerung gehörige Softwaretool »PNOZmulti Configurator« neu konfigurieren. Die Fritteuse kann also zum Beispiel weiterarbeiten, auch wenn eine Störung am Anfang der Linie auftritt. Ursprünglich hatte man bei Poco Loco drei getrennte Zonen präferiert, die Praxis hat jedoch gezeigt, dass eine Umstellung auf insgesamt neun Zonen Vorteile bringt.
Mit dem Konfigurationstool können nicht nur die für die Programmierung der SPS zuständigen Techniker, sondern auch andere technische Mitarbeiter ein »PNOZmulti«-Programm erstellen und bei entsprechender Berechtigung auch modifizieren. Gleichzeitig kann dieses Tool bei der Fehlersuche von den Technikern für die einfache Diagnose einer Störung genutzt werden.
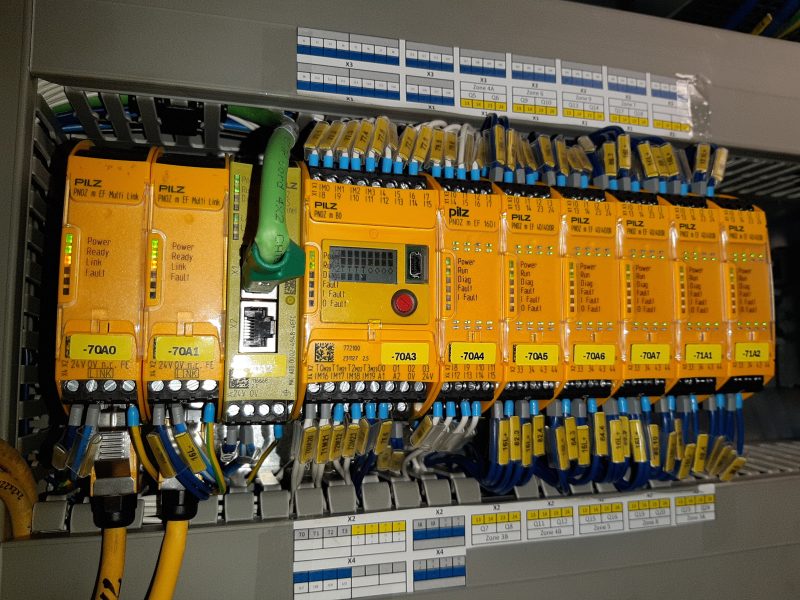
Die Kleinsteuerung steuert alle Sicherheitsfunktionen, wobei auf dem beleuchteten Display bei Bedarf auch Statusanzeigen abgerufen werden können.
Dass der Snackfood-Hersteller sich für die Kleinsteuerung als eigenständige Steuerung für die Sicherheit ent-schieden hat und sie zusätzlich zur über-geordneten Maschinensteuerung einsetzt, hat seine Gründe auch im einfach zu bedienenden Konfigurationstool. Unterschiedliche Benutzer-ebenen verhindern, dass das Sicherheitsprogramm während einer Wartungsmaßnahme manipuliert werden kann. Die zuvor speziell geschulten Techni-ker können die dynamische Programmanzeige, in der das gesamte Sicherheitsprogramm verfolgt werden kann, problemlos starten, da sie stark visuell ausgerichtet ist und eine intuitive Arbeits-weise ermöglicht.
Die Modernisierung konnte den gesamten Produktionsablauf nachhaltig optimieren, die Sicherheit inklusive. Denn die zentrale Steuerungsinstanz sorgt dafür, dass ein Fehler nicht zu einem umfassenden Stillstand und damit nicht zu einer geringeren Produktionseffizienz führen kann.
Anzeige
Felix-Wankel-Str. 2
D-73760 Ostfildern


